
产品视频展示,助您洞悉球墨铸铁型材铸铁下水道盖板按需定做产品的每一处细节。让购买决策变得轻松简单,为您带来更好的购物体验。
以下是:赣州兴国球墨铸铁型材铸铁下水道盖板按需定做的图文介绍

飞翔铸业(兴国县分公司)成立于2007年,拥有自主研发生产等部门,为不断满足 球墨铸铁棒市场与客户的需求,公司不断引进专业的研发人才及先进的生产设备。可按客户要求研发生产各系列 球墨铸铁棒产品。为保证产品品质,公司制定有一系列完整的生产工艺规范,及对所有供应商与物料都有严格的甄选与管控制度。以限度从源头管控品质,确保所有物料及工艺均符合相关的标准要求。公司的目标就在于通过持续提供新产品响应市场需求,坚持以“诚信为本,以质取胜”的经营理念,奉行“客户至上”的经营方针,已得到客户广泛的认同和信任。竭诚为广大新老客户提供优质的 球墨铸铁棒产品、完善的服务,而保持行业地位。


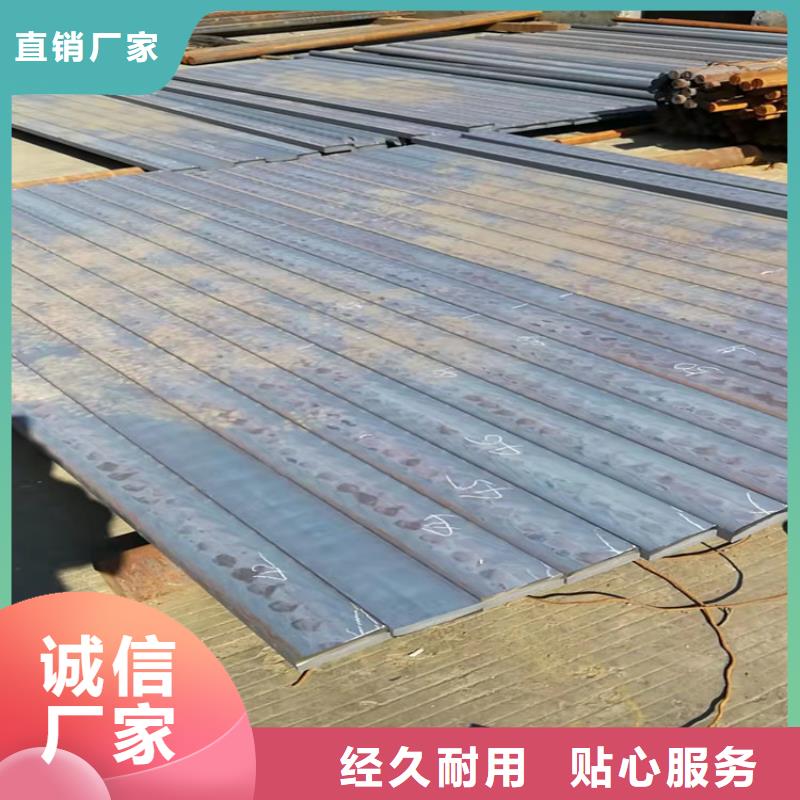
铸态下的球墨铸铁型材基体组织一般为铁素体与珠光体,采用热处理方法来改变球墨铸铁基体组织,可有效地提高力学性能。常用的热处理方法如下:[退火]:球墨铸铁的退火分为去应力退火、低温退火和高温退火。去应力退火工艺与灰铸铁相同。低温退火和高温退火的目的是使组织中的渗碳体分解,获得铁素体球墨铸铁,提高塑性与韧性,改善切削加工性能。[正火]:球墨铸铁正火的目的是增加基体中珠光体的数量,或获得全部珠光体的基体,起细化晶粒,提高铸件的强度和耐磨性能的作用。正火分为低温正火和高温正火。[调质处理]:将铸件加热到860~920℃,保温2~4小时后油中淬火,然后在550~600℃回火2~4小时,得到回火索氏体加球状石墨的组织,具有良好的综合力学性能,用于受力复杂和综合力学性能要求高的重要铸件,如曲轴与连杆等。[等温淬火]:将球墨铸铁棒、件加热到850~900℃,保温后迅速放入250~350℃的盐浴中等温60~90分钟,然后出炉空冷,获得下贝氏体基体加球状石墨的组织,使综合力学性能良好,用于形状复杂,热处理易变形开裂,要求强度高、塑性和韧性好、截面尺寸不大的零件。



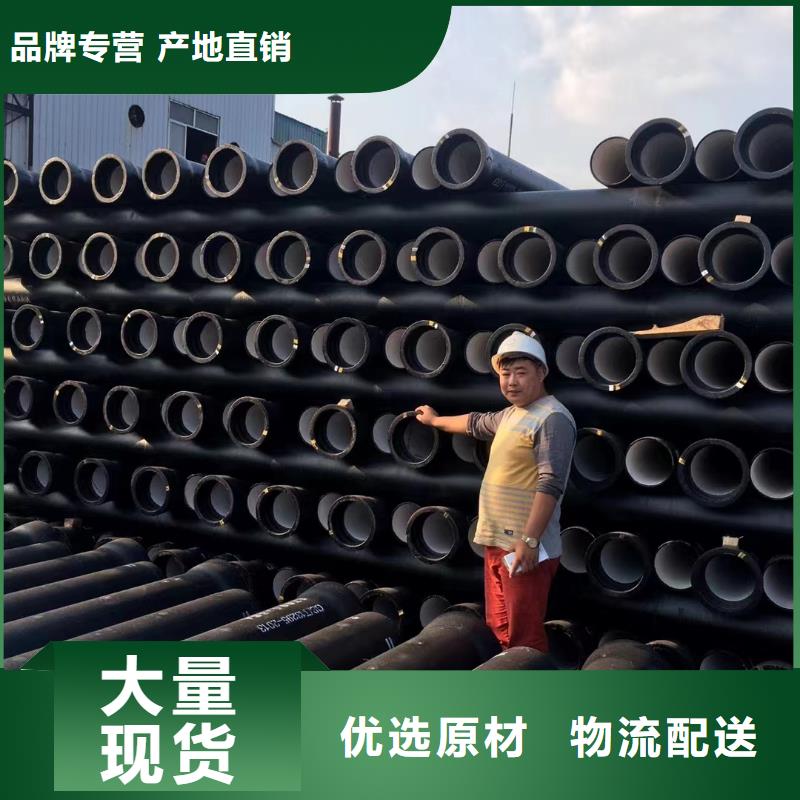
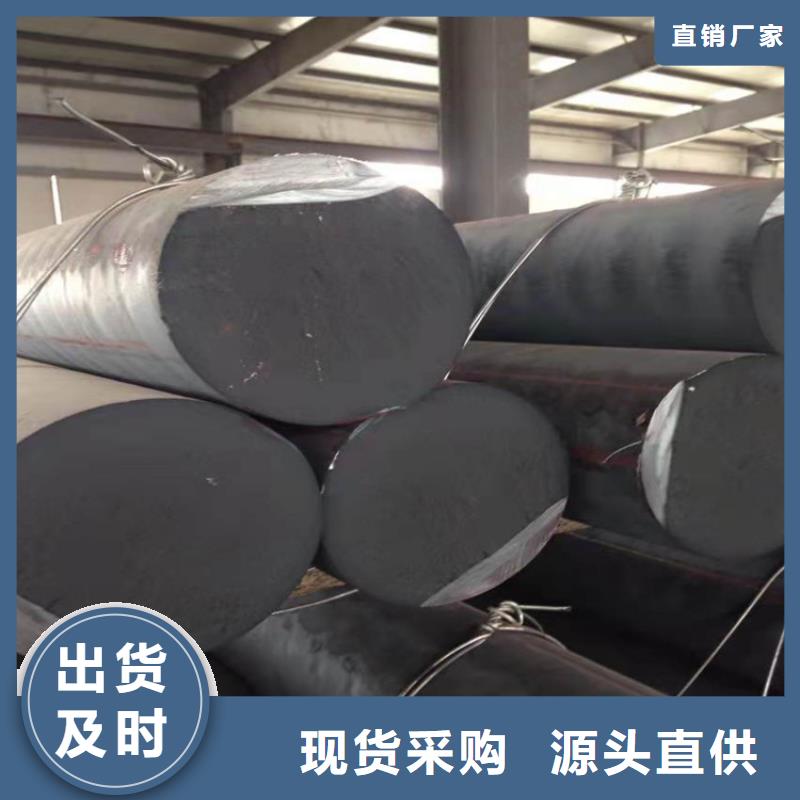
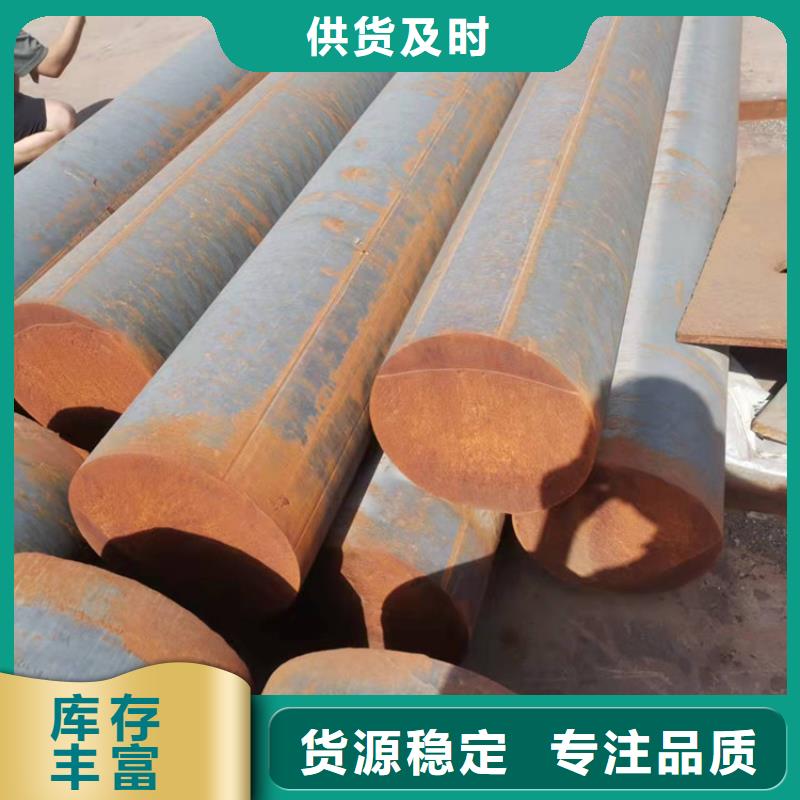
水平连铸球墨铸铁型材的制造方法是将严格选择的原辅料经冲天炉或感应炉熔化处理后的铁水,倒入保温炉内,铁水流入安装在保温炉下方的短结晶器中,并被激冷凝固成一定强度的外壳后,用牵引机拉拔成型材。保温炉内的熔融铁水,在牵引机拉拔的同时,又不断地补充到结晶器内冷却凝固,如此不断运作,生产出铸铁型材。不同形状的结晶器和不同的生产工艺,可以生产不同截面,不同材质的铸铁型材。 尤其是电机和曲轴的部分,我们需要是稳定和耐磨的。所以在生产这些零部件的时候,我们需要选择性能稳定的产品,通过比较,我们发现球墨铸铁棒在使用的时候,能满足我们耐磨性,稳定性的要求,所以现在很多汽车的零部件会使用到这个产品。球墨铸铁、灰口铸铁就选赣州兴国飞翔铸业材料有限公司,我司是一家专业从事球墨铸铁研发、生产、销售、服务为一体化的厂家。主营:球墨铸铁棒型材、球墨铸铁配件、球墨铸铁板材、qt450球墨铸铁、QT600球墨铸铁棒型材、QT700球墨铸铁棒型材、QT800球墨铸铁棒型材、灰口铸铁管、HT150灰口铸铁、HT250灰口铸铁棒、HT200灰口铸铁棒等铸铁产品。厂家质量保证,价格优惠,



球墨铸铁型材可以焊接。焊接方法视铸铁棒的材质、复杂程度、缺陷类型和尺寸,以及切削加工和技术要求等来选择不同焊接方法。并按不同的焊接要求作焊前准备,如油污及夹砂、开坡口或预热等。焊接方法有气焊、钎焊、手工电弧焊、手工电渣焊。其中气焊分为热焊法、加热减应区法、不预热气焊;手工电弧焊分为冷焊、半热焊、不预热焊和热焊。铸铁棒焊接的应用:1、 铸造缺陷的焊接修复。采用焊接方法修复有缺陷的铸铁棒,由于焊接成本低,不仅可获得巨大的经济效益,而且有利于及时完成生产任务。2、已损坏的铸铁棒成品件的焊接修复。铸铁成品件在使用过程中会受到损坏,出现裂纹等缺陷,使其报废。若换新的不仅价格昂贵,而且需要很长时间,用焊接方法可以及时修复出现的裂纹。3、零部件的生产。指用焊接的方法将铸铁棒(主要是球墨铸铁棒)件与铸铁件、各种钢件或有色金属焊接起来而生产出零件
